 Ко́вка — это высокотемпературная Обработка металлов (железо,медь,сплавы,титан,алюминий и его сплавы), нагретых до ковочной температуры
Ко́вка — это высокотемпературная Обработка металлов (железо,медь,сплавы,титан,алюминий и его сплавы), нагретых до ковочной температуры
Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250—800 °С, для меди 1000—650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480—400 °С. Особым видом ковки является холодная ковка, осуществляемая без нагрева деформируемого металла.
Художественная ковка — изготовление изящных предметов быта из металлов методами ковки. Художественная ковка отличается от просто ковки тем, что кованые изделия приобретают художественную ценность, становятся произведением искусства.
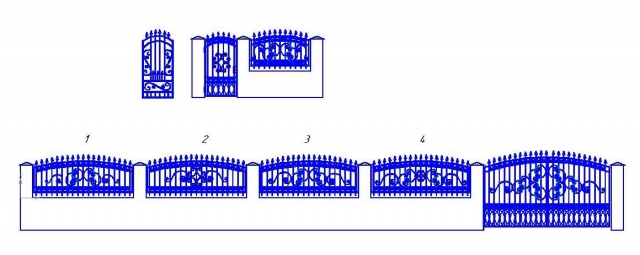
Художественная ковка используется в архитектуре для создания грандиозности зданий.
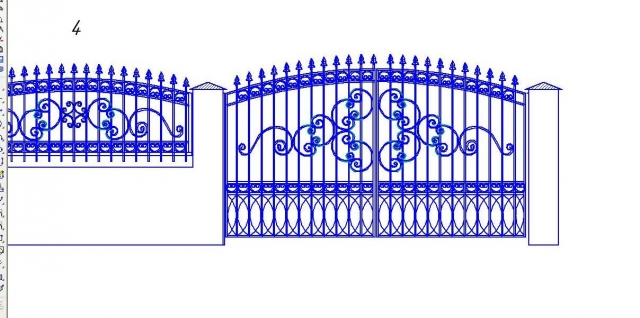
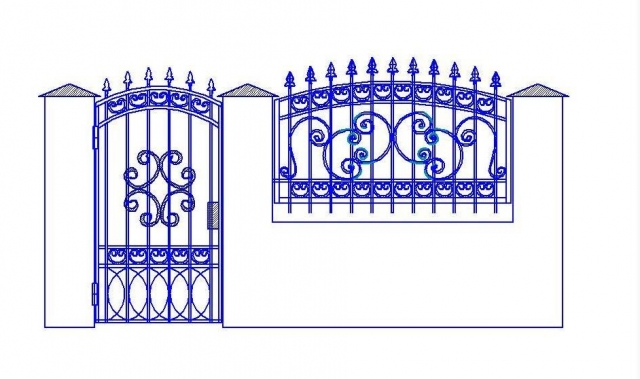
Изделиями художественной ковки могут быть: кованые ворота, калитки, заборы, вывески, козырьки, садовые качели, беседки, флюгеры, решетки, кованые лестницы и перила, люстры, подсвечники и даже кованые кровати и столики.
История
Возникновение как таковой художественной ковки восходит к племенам кельтов, сделавших первые попытки украсить материалы, поверхности и изделия. Хотя самые древние находки — кинжалы, золотые кубки, доспехи и украшения относятся ещё к III тысячелетию до н.э. Основным способом обработки металлов на протяжении длительного времени была ковка[1]. В настоящее время наряду с ручным трудом кузнецов художественных мастерских, изготовление изделий ведётся индустриальными методами[2].
Инструмент и оборудование
Основные устройства, применяемые в художественных мастерских, аналогичны обычным кузницам — это горн и наковальня. В качестве оснастки выступает ручник, а при крупных работах применяется кувалда. Для держания раскалённого металла применяются наборы клещей — серийные и специальные. Последние изготавливаются кузнецом-художником самостоятельно[1].
При художественной ковке необходимы зубила, бородки, подбойки, а также скруглённые молотки. В качестве дополнительного инструмента применяются оправки, обжимки, наконечники, шпераки и подсечки, а также плиты — пробойные, формовальные, правильные и гвоздильные. Для операций по холодной обработке металла требуются инструменты для чеканки, разгонки, рифления и зернения, а для тонкой работы — напильники, резцы, шаберы и штампы. Кроме того, в мастерских, особенно в крупных, могут быть установлены механические и пневматические молоты[1].
Операции
К операциям, применяемым в художественной мастерской относят[1]:
- Высадка.
- Протяжка.
- Скругление граней.
- Продевание.
- Оформление уступов.
- Гибка.
- Пробивка.
- Рубка.
- Скручивание-торсирование. Плоский, торсированный или круглый прут скручивается в спираль. Скручивание производится в холодном или нагретом состоянии — в зависимости от толщины стержня. Скрученные стержни применяются при оформлении решёток.
- Шишки. Проволока свёртывается в спираль — в форме шишки.
- Волюты-спирали.
- Свёртка колец. Заготовка свёртывается в кольцо необходимого диаметра. Свёртывание производится в холодном или нагретом состоянии — в зависимости от толщины заготовки.
- Пересечение внахлёст.
- Рассекание материала.
- Скобы.
- Чеканка.
Термическая обработка металла
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств детали.
Общая длительность нагрева металла при термической обработке складывается из времени собственно нагрева до заданной температуры и времени выдержки при этой температуре. Время нагрева зависит от типа печи, размеров деталей, их укладки в печи; время выдержки зависит от скорости протекания фазовых превращений.
Нагрев может сопровождаться взаимодействием поверхности металла с газовой фазой и приводить к обезуглероживанию поверхностного слоя и образованию окалины. Обезуглероживание приводит к тому, что поверхность деталей становится менее прочной и теряет твердость.
При нагреве и охлаждении стали происходят фазовые превращения, которые характеризуются температурными критическими точками. Принято обозначать критические точки стали буквой А. Критические точки А1 лежат на линии PSK (727 °С) диаграммы железо-углерод и соответствуют превращению перлита в аустенит. Критические точки А2 находятся на линии МО (768 °С), характеризующей магнитное превращение феррита. A3 соответствует линиям GS и SE, на которых соответственно завершается превращение феррита и цементита в аустенит при нагреве.
Для обозначения критических точек при нагреве и охлаждении вводят дополнительные индексы: букву «с» в случае нагрева и «r» в случае охлаждения, например Ас1, Ac3, Ar1, Ar3.
Соединение изделий
Для соединения художественных изделий и их частей применяют, в основном, соединения на хомутах и клёпках. Также применяют сварку — кузнечную, газовую и электродуговую[1].
Декоративная отделка
Двери, решётки на окна и проёмы, балконы и балконные ограждения, козырьки, лестницы и лестничные ограждения, ворота, калитки, заборы и вставки на заборы, парковая и садовая мебель, беседки, мангалы, фонари, дымники, флюгеры и многое другое можно создать и украсить при помощи ковки.
Получаемые изделия
Методами художественной ковки могут изготавливаться: барельефы, ворота, перила, ограды, мебель, декоративные украшения дверей, люстр, решёток и другие изделия[1][3].
В древности кузнецами-мастерами изготавливались доспехи, становившиеся произведением искусства. Подобные доспехи ковал персонаж греческой мифологии Гефест[4].

























































































.jpg)



































































.jpg)











